
मेटल डाय कास्टिंग म्हणजे काय?
डाई कास्टिंग म्हणजे साच्याने तयार झालेले धातूचे भाग तयार करण्याच्या प्रक्रियेचा संदर्भ.ही प्रक्रिया उत्पादने उच्च दर्जाची आणि पुनरावृत्तीक्षमतेसह मोठ्या प्रमाणात उत्पादन स्केलवर बनविण्यास अनुमती देते.उच्च दाबाखाली वितळलेल्या धातूला कास्ट डेडमध्ये बळजबरी करून प्रक्रिया सुरू होते.डाईमध्ये एक किंवा अनेक पोकळी असू शकतात (पोकळ्या हे साचे असतात जे भागाचा आकार तयार करतात).एकदा धातू घट्ट झाल्यावर (20 सेकंदांप्रमाणे) नंतर डाय उघडला आणि शॉट (गेट्स, रनर्स आणि सर्व जोडलेले भाग) काढून टाकले जातात आणि प्रक्रिया पुन्हा सुरू होते.डाय कास्टिंग ऑपरेशननंतर, शॉटवर सामान्यतः ट्रिम डायवर प्रक्रिया केली जाते जिथे गेट्स, रनर आणि फ्लॅश काढले जातात.नंतर त्या भागावर व्हायब्रेटरी डिबरिंग, शॉट ब्लास्टिंग, मशीनिंग, पेंटिंग इत्यादीद्वारे प्रक्रिया केली जाऊ शकते.
डाय कास्टिंगचे फायदे
विविध उद्योगांमध्ये वापरले जाणारे अॅल्युमिनियम कास्टिंग भाग तयार करण्यासाठी अॅल्युमिनियम डाय कास्टिंग ही सर्वात सामान्य प्रक्रिया आहे.अॅल्युमिनियममध्ये उत्कृष्ट सामग्री प्रवाहक्षमता, अत्यंत संक्षारक प्रतिकार आणि जटिल भागांच्या आकारासह उच्च मितीय स्थिरता आहे.
अॅल्युमिनियम डाई कास्टिंग पार्ट उच्च यांत्रिक शक्ती आहे, कास्ट करणे सोपे आहे आणि झिंक किंवा मॅग्नेशियम डाय कास्टिंग भागांच्या तुलनेत त्याची किंमत कमी आहे.
अॅल्युमिनियम डाय कास्टिंग पार्ट्समध्ये उत्कृष्ट भौतिक गुणधर्म असतात जे उच्च तापमानाला तोंड देतात, ज्यामुळे अॅल्युमिनियम कास्टिंग ऑटोमोटिव्ह, विमान, वैद्यकीय आणि इतर औद्योगिक उत्पादनांमध्ये वापरली जाऊ शकते.
पाच पायऱ्या
पायरी 1. साहित्य वितळणे
अॅल्युमिनियमचा वितळण्याचा बिंदू खूप जास्त (660.37 °C) असल्याने डाय कास्टिंग मशीनमध्ये थेट वितळला जाऊ शकत नाही.म्हणूनच आपल्याला त्यास जोडलेल्या भट्टीसह पूर्व-वितळणे आवश्यक आहेडाय कास्टिंग मशीन.
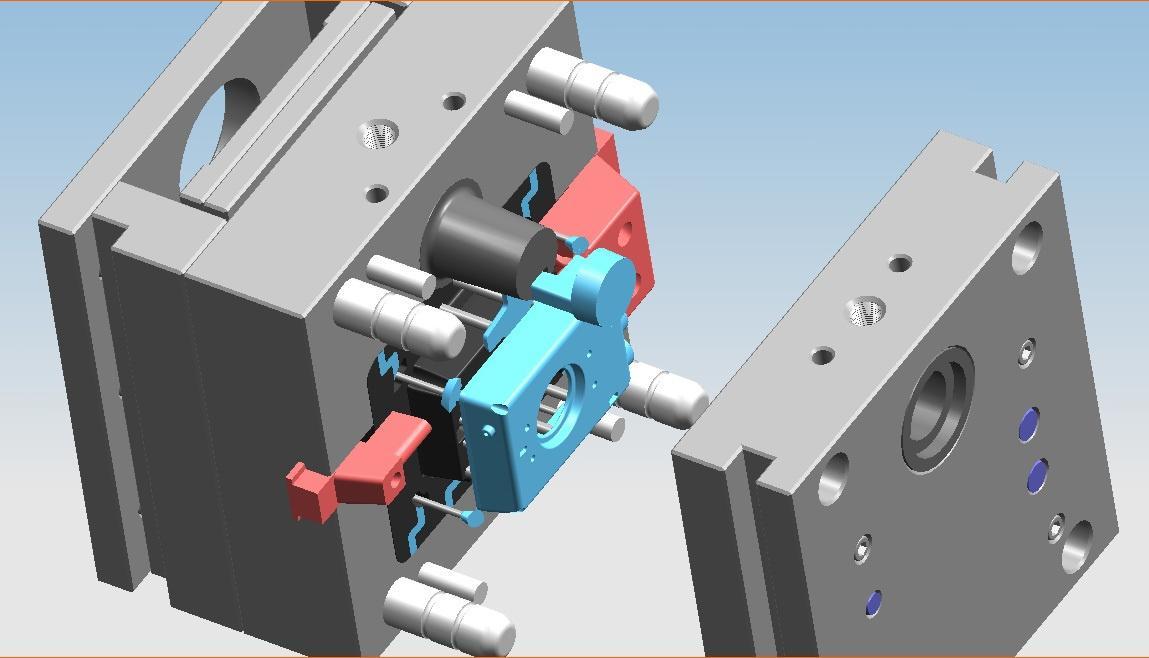
पायरी 2. मोल्ड टूल माउंटिंग आणि क्लॅम्पिंग
हे जवळजवळ इंजेक्शन मोल्डिंगसारखेच आहे, डाई कास्टिंग प्रक्रियेला कास्टिंग प्रक्रियेसाठी मोल्ड टूल देखील आवश्यक आहे.म्हणून, आम्हाला कोल्ड डाय कास्टिंगवर डाय कास्टिंग मोल्ड टूल माउंट करणे आवश्यक आहेमशीन.

पायरी 3. इंजेक्शन किंवा भरणे
वितळलेली सामग्री भट्टीतून डाय कास्टिंग मशीनमध्ये हलवता येण्याजोग्या लाडूद्वारे हस्तांतरित केली जाते.या टप्प्यात, सामग्री ओतली जाईल आणि डाई कास्टिंग मोल्ड पोकळी जेथे सक्ती केली जाईलमटेरियल थंड होते आणि घट्ट बनते आणि इच्छित टू डाय कास्टिंग उत्पादने मिळवते.
पायरी 4. थंड आणि घनीकरण
डाय कास्टिंग मोल्ड टूल पूर्णपणे वितळलेल्या सामग्रीने भरल्यानंतर, ते थंड होण्यासाठी आणि घट्ट होण्यासाठी 10 ~ 50 सेकंद लागतात (हे भाग रचना आणि आकारावर अवलंबून असते).
पायरी 5. भाग बाहेर काढणे
जेव्हा मोल्ड उघडतो, तेव्हा कास्ट केलेले भाग डाय कास्टिंग मोल्ड टूलमधून इजेक्शन पिनद्वारे बाहेर काढले जातील.मग कच्चे कास्ट केलेले भाग तयार आहेत.
डाय कास्टिंग पार्ट्स शोकेस

रॅपिड प्रोटोटाइप टूलिंग भाग

मोठ्या प्रमाणावर उत्पादन डाई कास्टिंग भाग

सानुकूल डाई कास्टिंग भाग

फिनशिंग उपचाराशिवाय डाई कास्टिंग पार्ट

प्रोटोटाइप टूलिंग भाग







